



業(yè)應用(yòng)")


程案例")

RELIABLE QUALITY PERFECT SERVICE
可(kě)靠的(de)質量 ● 完善的(de)服務

闆坯激光(guāng)一(yī)切定尺系統
- 産品描述
- 産品功能(néng)特點
- 産品實例
-
系統簡介:
傳統闆坯一(yī)切中采用(yòng)編碼器(qì)或攝像定尺切割方式,由于編碼器(qì)及測量輥的(de)機(jī)械磨損、攝像抗幹擾能(n€éng)力較差等缺陷,造成定尺切割不(bù)穩定。為(wèi)了(le)更好(hǎo)解決闆坯定尺切割問(wèn)題,北(běi)京中遠(yuǎn)通(tōng)科(kē)技(jì)公司設計(jì≤)研發出非接觸式闆坯激光(guāng)一(yī)切定尺系統進行(xíng)一(yī)切長(cháng)度切割控制(zhì)。該系統采用(yòng)非接觸式工(gōng)作(zλuò)模式,系統運行(xíng)穩定維護量小(xiǎo);高(gāo)溫高(gāo)速激光(guāng)測量誤差可(kě)小(xiǎo)于2m₹m,定尺誤差控制(zhì)為(wèi)±5mm。數(shù)據準确狀态穩定,抗外(wài)界幹擾能(néng)力強。針對(duì)現(xiàn)場(c≠hǎng)環境溫度較高(gāo)、灰塵大(dà)、幹擾多(duō)、震動強等問(wèn)題具有(yǒu)針對(duì)性設計(jì)解決,測量數(shù)據準确運行(xíng)穩定,系統功 能(néng)強大(dà)。
工(gōng)作(zuò)原理(lǐ):
1.采用(yòng)激光(guāng)處理(lǐ)技(jì)術(shù)(非接觸式)在線識别熱(rè)鋼坯的(de)長(cháng)度及切割大(dà)車(chē)$(即火(huǒ)切機(jī))的(de)時(shí)時(shí)位置,自(zì)動控制(zhì)火(huǒ)切車(chē)切割熱(rè)鋼坯,同時(shí)與連鑄機(jī)PLC進行(xíng)σ數(shù)據時(shí)時(shí)交換,檢測、顯示鑄坯運行(xíng)狀态及火(huǒ)切車(chē)工(gōng)作(zuò)狀态。
2.系統對(duì)遠(yuǎn)程接收的(de)激光(guāng)數(shù)據信息進行(xíng)抗幹擾♣處理(lǐ)運算(suàn)後,得(de)出正确定尺位置并輸出執行(xíng)指令,信号輸出單元形成操作(zuò)信息并轉換為(wèi)規定格式的(de)電(diàn)信号,控制↓(zhì)執行(xíng)機(jī)構對(duì)熱(rè)鋼坯進行(xíng)剪切。
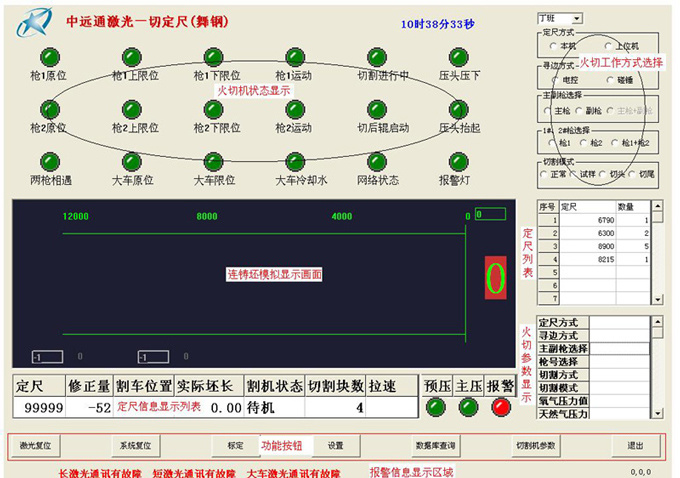
軟件(jiàn)界面:
系統功能(néng)和(hé)特點:
1、切割精度高(gāo)
2、系統抗幹擾能(néng)力強
3、系統功能(néng)強大(dà)
關鍵詞:- 闆坯激光(guāng)一(yī)切定尺系統
上(shàng)一(yī)頁
下(xià)一(yī)頁


北京中宏軟通科技有限公司
地(dì) 址:北(běi)京市(shì)昌平區(qū)回龍觀鎮國(guó)際信息産業(yè)基地(dì)立業(yè)路(lù)11号
電(diàn) 話(huà):010-69736588 (總機(jī))
傳 真:010-69736588-839
Q Q:1683120202/2158383259
E-mail:zyt@zyttech.com info@zyttech.com