



業(yè)應用(yòng)")


程案例")

RELIABLE QUALITY PERFECT SERVICE
可(kě)靠的(de)質量 ● 完善的(de)服務

機(jī)械手自(zì)動拆捆系統
- 産品描述
- 産品功能(néng)特點
- 産品實例
-
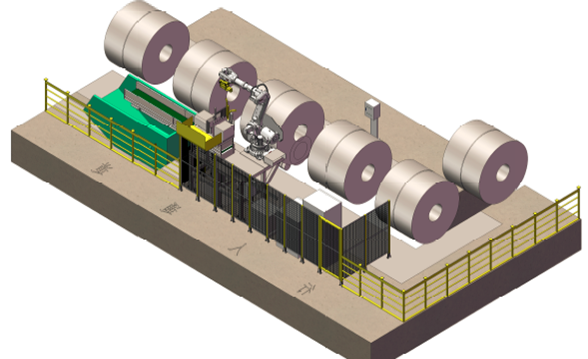
設備構成:
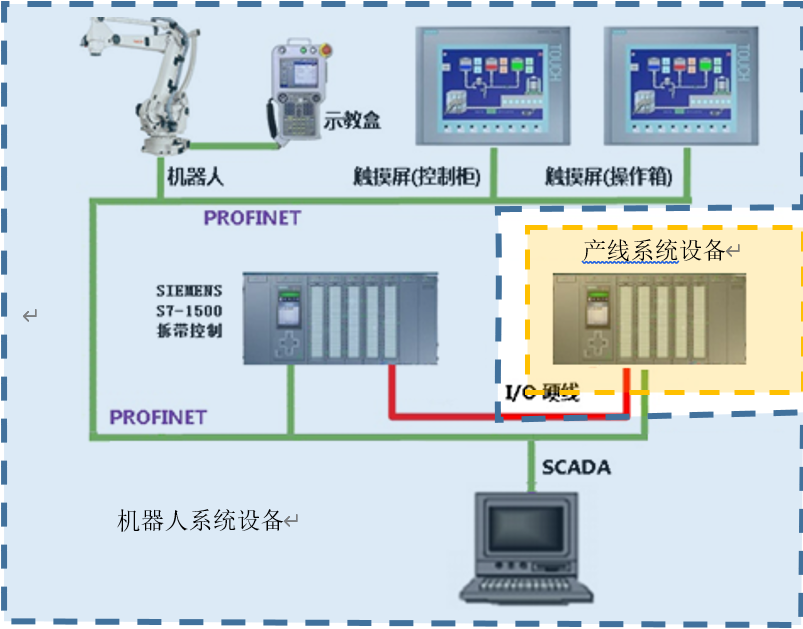
自(zì)動拆捆帶設備包括:機(jī)器(qì)人(rén)、剪切機(jī)頭和(hé)液壓站(zhàn)、捆帶自(zì)動 收集打卷及退料裝置、安全防護裝置、電(diàn)控系統、上(shàng)位設備等。機(jī)器(qì)人(rén)帶有(yǒu)液壓和(hé)氣動平衡的(de)機(jī)頭,配有(yǒu)傳感器(qì)檢測鋼卷上(shàng)捆帶位置,氣動平衡用(yòng)于機(jī)頭自(zì)适應鋼卷凹形,液壓裝置用(yòng)于攜帶及切斷捆帶。電(diàn)氣控制(zhì)櫃是(shì)拆捆帶系統手主要(yào)控制(zhì)單元,內(nèi)λ置西(xī)門(mén)子(zǐ)控制(zhì)模塊、通(tōng)訊模塊、輸入輸出模塊、電(diàn)源模塊、繼電(diàn)器(qì )、接線端子(zǐ)等電(diàn)氣元件(jiàn)。電(diàn)氣系統保護等級為(wèi)IP54。SCADA用(yòng)于本地(dì)顯示操作(zuò)、遠(yuǎn)程控制(zhì)≠、PLC程序監控修改,系統結構圖如(rú)下(xià)圖說(shuō)明(míng)。
系統組成:
- 工(gōng)業(yè)機(jī)器(qì)人(rén)拆捆系統
- 鋼帶彎曲回收系統
拆捆時(shí)間(jiān):
- 鋼卷卷尾到(dào)達“7”點位置後開(kāi)始計(jì)算(suàn)
- 一(yī)道(dào):約40s. ♦ &±nbsp; &nb≈sp;
- 兩道(dào):約58s. &☆nbsp; →
- 三道(dào):約76s.
能(néng)源要(yào)求:
- 電(diàn)源:380V ,50HZ, 三相(xiàng)五線
- 功率:3KW(鋼帶彎曲裝置)
- &10KW(機(jī)器(qì)人(rén))
- 壓縮空(kōng)氣:0.6Mbar
- 液壓流量:Max 160Bar
- 壓縮空(kōng)氣消耗:150NL/min
- 噪音(yīn)值:小(xiǎo)于75db
系統功能(néng) :
本系統包括“檢測鋼卷帶頭方向”和(hé)“檢測鋼卷帶頭位置”功能(néng)♠,系統會(huì)先進行(xíng)鋼卷測徑和(hé)測寬及帶頭方向檢測,然後将帶頭方向發送給地(dì)輥和(hé)旋轉台,用(yòng)于轉地(dì)輥¶和(hé)轉旋轉台使用(yòng),保證地(dì)輥隻要(yào)動作(zuò)方向均為(wèi)鋼卷正确方向旋轉,避免反轉造成的(de)鋼卷的(de)問(wèn)題。不(bù÷)論鋼卷上(shàng)是(shì)單捆帶還(hái)是(shì)多(duō)捆帶,系統都(dōu)會(huì)判斷每根捆帶位置,并分(fēn)析其是(shì)否α被地(dì)輥壓住、各捆帶間(jiān)間(jiān)距是(shì)否滿足剪切要(yào)求等條件(jiàn),當剪切條件(jiàn)全部滿足,系統自(zì)動剪切每條捆帶并收集,無法完成剪切 時(shí),給出報(bào)警信息。
 關鍵詞:
關鍵詞:- 機(jī)械手自(zì)動拆捆系統
- 自(zì)動拆捆
- 機(jī)械手
-
系統功能(néng) :
本系統包括“檢測鋼卷帶頭方向”和(hé)“檢測鋼卷帶頭位置”功能(néng↕),系統會(huì)先進行(xíng)鋼卷測徑和(hé)測寬及帶頭方向檢測,然後将帶頭方向發送給地(dì)輥和(hé)旋轉台,用(yòng)α于轉地(dì)輥和(hé)轉旋轉台使用(yòng),保證地(dì)輥隻要(yào)動作(zuò)方向均為(wèi)鋼卷正确方向旋轉,避免反轉≠造成的(de)鋼卷的(de)問(wèn)題。不(bù)論鋼卷上(shàng)是(shì)單捆帶還(hái)是(shì)多(duō)捆帶,系統都(dōu)會(huì)判斷β每根捆帶位置,并分(fēn)析其是(shì)否被地(dì)輥壓住、各捆帶間(jiān)間(jiān)距是(shì)否滿足剪♣切要(yào)求等條件(jiàn),當剪切條件(jiàn)全部滿足,系統自(zì)動剪切每條捆帶并收集ε,無法完成剪切時(shí),給出報(bào)警信息。
-

上(shàng)一(yī)頁
下(xià)一(yī)頁


北京中宏軟通科技有限公司
地(dì) 址:北(běi)京市(shì)昌平區(qū)回龍觀鎮國(guó)際信息産業(yè)基地(dì)立業(yè)路(lù)11号
電(diàn) 話(huà):010-69736588 (總機(jī))
傳 真:010-69736588-839
Q Q:1683120202/2158383259
E-mail:zyt@zyttech.com info@zyttech.com